-> Hier kostenlos registrieren
Hallo,
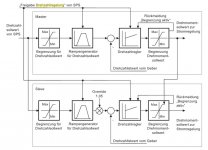
ich habe eine "S-Rollen" System und möchte dort mit einem Master und einem Slave den Zug regulieren. Beide Motoren verfügen über einen Inkrementalgeber. Im Anhang findet sich eine detaillierte Zeichnung. Der Momentensollwert des Master ist auf den Slave gesetzt mit Begrenzung. (Soweit die Siemens Steuerkonzepte)
Was passiert wenn der Master die Last verliert (durch Ölspur) und nicht mehr mit Moment regelt sondern nur mit Drehzahl und sein (fehlerhaften) Momentensollwert an den Slave gibt?
AW: ... -> das System wird nicht lange laufen
Gibt es dafür eine Lösung (Steuerung etc.) wie so etwas vermeiden werden kann?
Vielen Dank.
ich habe eine "S-Rollen" System und möchte dort mit einem Master und einem Slave den Zug regulieren. Beide Motoren verfügen über einen Inkrementalgeber. Im Anhang findet sich eine detaillierte Zeichnung. Der Momentensollwert des Master ist auf den Slave gesetzt mit Begrenzung. (Soweit die Siemens Steuerkonzepte)
Was passiert wenn der Master die Last verliert (durch Ölspur) und nicht mehr mit Moment regelt sondern nur mit Drehzahl und sein (fehlerhaften) Momentensollwert an den Slave gibt?
AW: ... -> das System wird nicht lange laufen
Gibt es dafür eine Lösung (Steuerung etc.) wie so etwas vermeiden werden kann?
Vielen Dank.