Waelder
Level-2
- Beiträge
- 964
- Reaktionspunkte
- 117
-> Hier kostenlos registrieren
Hallo Kollegen,
ich habe ein kleines kniffliges Problem zu lösen.
Meine Anlage soll auf 5 einzelnen Förderbändern, die in Reihe angeordnet sind Produkte einfördern und sie einer nachfolgenden Maschine zuführen.
Der Benutzer legt die Produkte auf eine Rutsche (welche mehrere Produkte speichen kann) und über einen Schiebemechanismus wird das Produkt auf das Band geschoben. Natürlich werden beim Einschieben des Produkts das jeweilige Band angehalten und ggf. auch der Vorgänger um crashs und schleifspuren zu vermeiden. Im ungünstigsten Fall stehen alle 5 Bänder, da Jedes Produkt eine Seriennummer hat und überwacht werden muss.
Mein Problem besteht nun in einer Optimierung des Einbringens der Produkte. Momentan werden die Produkte nach dem Motto Reissverschluss eingebracht. (einer ich einer vorgänger). Leider freut sich der letzte Bediener immer über eine zusätzliche kaffeepause (sein chef weniger). D.h. je weiter weg von der übergabemaschine desto stillstandzeit.
Ich kann mir aus der ganzen Geschichte leider keinen vernünftigen Reim draus machen. Wäre das Prinzip 4:1/3:1/2:1 vom Einschleuseverhältnis für die Bänder 2 bis 5 nicht auch irgendwo prozesshindernd ?
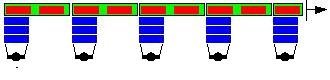
Anbei eine kleine Handskizze meiner Bändchen.
grün = Förderbänder (von L nach R Band 1-5 mit max Produkteanzahl in rot)
Band 5 hat nur max 1 Produkt
rot = Produkte
blau = mehrere noch einzubringende Produkte (autom. via Schieber)
schwarz = Bediener
Danke schon vorab
Der Wälder
ich habe ein kleines kniffliges Problem zu lösen.
Meine Anlage soll auf 5 einzelnen Förderbändern, die in Reihe angeordnet sind Produkte einfördern und sie einer nachfolgenden Maschine zuführen.
Der Benutzer legt die Produkte auf eine Rutsche (welche mehrere Produkte speichen kann) und über einen Schiebemechanismus wird das Produkt auf das Band geschoben. Natürlich werden beim Einschieben des Produkts das jeweilige Band angehalten und ggf. auch der Vorgänger um crashs und schleifspuren zu vermeiden. Im ungünstigsten Fall stehen alle 5 Bänder, da Jedes Produkt eine Seriennummer hat und überwacht werden muss.
Mein Problem besteht nun in einer Optimierung des Einbringens der Produkte. Momentan werden die Produkte nach dem Motto Reissverschluss eingebracht. (einer ich einer vorgänger). Leider freut sich der letzte Bediener immer über eine zusätzliche kaffeepause (sein chef weniger). D.h. je weiter weg von der übergabemaschine desto stillstandzeit.
Ich kann mir aus der ganzen Geschichte leider keinen vernünftigen Reim draus machen. Wäre das Prinzip 4:1/3:1/2:1 vom Einschleuseverhältnis für die Bänder 2 bis 5 nicht auch irgendwo prozesshindernd ?
Anbei eine kleine Handskizze meiner Bändchen.
grün = Förderbänder (von L nach R Band 1-5 mit max Produkteanzahl in rot)
Band 5 hat nur max 1 Produkt
rot = Produkte
blau = mehrere noch einzubringende Produkte (autom. via Schieber)
schwarz = Bediener
Danke schon vorab
Der Wälder