twincatter
Level-1
- Beiträge
- 137
- Reaktionspunkte
- 1
-> Hier kostenlos registrieren
Hallo Gemeinde,
wieder wende ich mich an Euch mit einer Frage.
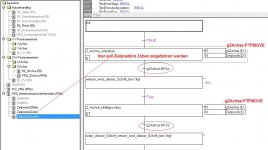
Es geht um eine Ablaufkette, folgendes soll in einer Schleife passieren.
1. ZielpositionZunten anfahren (start mit globaler Variable gZAchse.PTPMove)
2. warten bis globale Variable gZAchse.InPos = TRUE (Transition)
3. ZielpositionZMitte anfahren (start mit globaler Variable gZAchse.PTPMove)
4. warten bis globale Variable gZAchse.InPos = TRUE (Transition)
siehe Anhang.
Leider funktioniert das bei mir nicht. Ich denke es liegt daran weil beide direkt aufeinander folgende Schritte die gleiche Transition (gZAchse.InPos) verwenden. Es sieht so aus als ob teilweise Schritte übersprungen werden.
Wenn ich (wie im Anhang ersichtlich) nach den eigentlichen Schritten Dummyschritte einfüge funktioniert es dagegen.
Doch das ist sicher keine gute Lösung!
In der Eingangsaktion setze ich übrigens gZAchse.InPos und gZAchse.PTPMove jeweils auf FALSE.
Ich hoffe mein Problem ist verständlich.
Vielen Dank, Michael
wieder wende ich mich an Euch mit einer Frage.
Es geht um eine Ablaufkette, folgendes soll in einer Schleife passieren.
1. ZielpositionZunten anfahren (start mit globaler Variable gZAchse.PTPMove)
2. warten bis globale Variable gZAchse.InPos = TRUE (Transition)
3. ZielpositionZMitte anfahren (start mit globaler Variable gZAchse.PTPMove)
4. warten bis globale Variable gZAchse.InPos = TRUE (Transition)
siehe Anhang.
Leider funktioniert das bei mir nicht. Ich denke es liegt daran weil beide direkt aufeinander folgende Schritte die gleiche Transition (gZAchse.InPos) verwenden. Es sieht so aus als ob teilweise Schritte übersprungen werden.
Wenn ich (wie im Anhang ersichtlich) nach den eigentlichen Schritten Dummyschritte einfüge funktioniert es dagegen.
Doch das ist sicher keine gute Lösung!
In der Eingangsaktion setze ich übrigens gZAchse.InPos und gZAchse.PTPMove jeweils auf FALSE.
Ich hoffe mein Problem ist verständlich.
Vielen Dank, Michael