-> Hier kostenlos registrieren
Hallo,
ich grüble grad über einer Taktzeitminimierung.
Bei mir an der Anlage läuft ein Fräser, geschwindigkeitsgesteuert über ein Nockenschaltgerät. Im Grunde genommen, wenn der Schalter auf einem Nocken ist, fährt der Fräser langsam, wenn nicht, schnell. ist an für sich funktionell. Ich kann die teile aber erst aus dem Fräser entnehmen, wenn dieser auf der letzten Position, welche ebenfalls durch einen Nocken gekennzeichnet, ist. Das sind 4 Fräsvorgänge, welche ungefähr 1 Minute beanspruchen.
Wenn der Fräser auf einem Nocken hängt, zähle ich einen Zähler hoch. Vorraussetzung ist, das der Fräser in Richtung -X fährt. Runtergezählt wird der Zähler, wenn die richtung +X ist. Klappt eigentlich auch ganz gut.
Wenn ich jetzt die Freigabe für den Roboter zur Entnahme gebe, muss ich aber sicher sein, das der Fräser dort weg ist. Ich bin mir absolut nicht sicher, ob mein Gezähle da so sicher ist. Desweiteren darf er eigentlich nur hochzählen, wenn der Fräser den Nocken verlassen hat. Nur dann ist er wirklich weg.
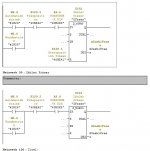
Ich hab mal im Anhang die 2 NW angehängt, welche ich mal kurz gebastelt habe. E120.2 ist dabei der Nockenschalter.
Freigaben wären dann entsprechend des Wertes, den der Zähler hat.
Also wenn #ZaehlFraes = 1 un e120.2
Ist dies so korrekt? Im Grunde genommen dürfte ja der Fräser dabei den ersten Nocken verlassen haben. Hätte ich ne breitere Nockenschiene, würde ich einfach entsprechend eine Bahn pro Fräspos nehmen. dann wüsste ich genau, wo ich halte. Aber das habe ich nicht. Ich habe nur 3 Bahnen. Auf der ersten Bahn liegt der Nocken zur Begrenzung der +X Richtung. auf der 2. die nocken für die Fräsposition und auf der dritten Bahn der Begrenzungsnocken für die -X Richtung.
Vieleicht kann mir hier jemand den Schubbs in die Richtige Richtung geben oder meine Nerven beruhigen.
Mfg Matthias
ich grüble grad über einer Taktzeitminimierung.
Bei mir an der Anlage läuft ein Fräser, geschwindigkeitsgesteuert über ein Nockenschaltgerät. Im Grunde genommen, wenn der Schalter auf einem Nocken ist, fährt der Fräser langsam, wenn nicht, schnell. ist an für sich funktionell. Ich kann die teile aber erst aus dem Fräser entnehmen, wenn dieser auf der letzten Position, welche ebenfalls durch einen Nocken gekennzeichnet, ist. Das sind 4 Fräsvorgänge, welche ungefähr 1 Minute beanspruchen.
Wenn der Fräser auf einem Nocken hängt, zähle ich einen Zähler hoch. Vorraussetzung ist, das der Fräser in Richtung -X fährt. Runtergezählt wird der Zähler, wenn die richtung +X ist. Klappt eigentlich auch ganz gut.
Wenn ich jetzt die Freigabe für den Roboter zur Entnahme gebe, muss ich aber sicher sein, das der Fräser dort weg ist. Ich bin mir absolut nicht sicher, ob mein Gezähle da so sicher ist. Desweiteren darf er eigentlich nur hochzählen, wenn der Fräser den Nocken verlassen hat. Nur dann ist er wirklich weg.
Ich hab mal im Anhang die 2 NW angehängt, welche ich mal kurz gebastelt habe. E120.2 ist dabei der Nockenschalter.
Freigaben wären dann entsprechend des Wertes, den der Zähler hat.
Also wenn #ZaehlFraes = 1 un e120.2
Ist dies so korrekt? Im Grunde genommen dürfte ja der Fräser dabei den ersten Nocken verlassen haben. Hätte ich ne breitere Nockenschiene, würde ich einfach entsprechend eine Bahn pro Fräspos nehmen. dann wüsste ich genau, wo ich halte. Aber das habe ich nicht. Ich habe nur 3 Bahnen. Auf der ersten Bahn liegt der Nocken zur Begrenzung der +X Richtung. auf der 2. die nocken für die Fräsposition und auf der dritten Bahn der Begrenzungsnocken für die -X Richtung.
Vieleicht kann mir hier jemand den Schubbs in die Richtige Richtung geben oder meine Nerven beruhigen.
Mfg Matthias