
-> Hier kostenlos registrieren
Hallo zusammen, eventuell hat jemand eine Idee?
Steuerung Sinumerik 840D / NCU 573.3 6FC5357-0BB35 / PLC 317-2DP 2AJ10
DMG-Maschine mit automatischen Palettenwechsler, PLC geht sporadisch in Stop, Meldung BCD-Wandlungsfehler.
Sieht so aus als würde in dem Augenblick, wenn der Palettenwechsel vollzogen wurde und die Palettendaten geschrieben werden sollen, die PLC in Stop geht.
Seltsamerweise funktioniert der Palettenwechsel+Umschreiben der Daten im manuellen Wechsel zu 100%.
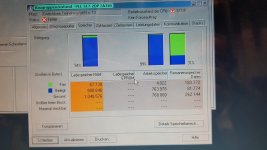
Daher mein Gedanke eventuell in Automatik zu viel los in der PLC!? Die Speicher der PLC scheinen hoch gefüllt zu sein, siehe Bilder.
Kann die Steuerung damit überhaupt noch zuverlässig arbeiten?
Vielen Dank für Hinweise!
Steuerung Sinumerik 840D / NCU 573.3 6FC5357-0BB35 / PLC 317-2DP 2AJ10
DMG-Maschine mit automatischen Palettenwechsler, PLC geht sporadisch in Stop, Meldung BCD-Wandlungsfehler.
Sieht so aus als würde in dem Augenblick, wenn der Palettenwechsel vollzogen wurde und die Palettendaten geschrieben werden sollen, die PLC in Stop geht.
Seltsamerweise funktioniert der Palettenwechsel+Umschreiben der Daten im manuellen Wechsel zu 100%.
Daher mein Gedanke eventuell in Automatik zu viel los in der PLC!? Die Speicher der PLC scheinen hoch gefüllt zu sein, siehe Bilder.
Kann die Steuerung damit überhaupt noch zuverlässig arbeiten?
Vielen Dank für Hinweise!




")


