D435
hallo Zako ,
danke fuer die Anwort . Hier ist das was wir fuer Siemens ( allerdings in Englisch ) zusammen geschrieben haben .
[FONT="]
[/FONT]
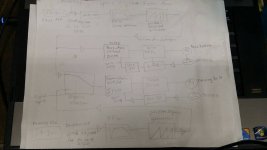
[FONT="]Here are the sequences needed for the process.[/FONT]
[FONT="] [/FONT]
[FONT="]There will be all together 8 drives, 4 of DC and 4 of AC servo.[/FONT]
[FONT="]All these axes to be control by D435 (Over profibus DP for DC drive, and over Drive Cliq for AC servo drive.)[/FONT]
[FONT="]There will be extra 4 unit of SMC module, in order to read in the encoder speed of the DC motor, and feedback to D435 for synchronize running.[/FONT]
[FONT="] [/FONT]
[FONT="]Drive A, Drive B , Drive G and Drive H are DC drive driven by DCM. These 4 drive get encoder feedback from motor.[/FONT]
[FONT="]Drive C, Drive D ,Drive E and Drive F are AC servo drive driven by S120. These 4 drive get encoder feedback from motor using the SMC30 module and Drive Cliq cable.[/FONT]
[FONT="] [/FONT]
[FONT="]Drive A need to synchronize with Virtual Master A.[/FONT]
[FONT="] [/FONT]
[FONT="]If Input X142 of D435, Input 3 is OFF, Drive B will need to synchronize with Virtual Master A.[/FONT]
[FONT="]If Input X142 of D435, Input 3 is ON, Drive B DO NOT need to synchronize with Virtual Master A. But it need to share the load/current of the Drive A , such that both Drive A and Drive B running with same current.[/FONT]
[FONT="]The Drive B should not jerk when switching the Input 3 from ON to OFF or vice versa.[/FONT]
[FONT="] [/FONT]
[FONT="] [/FONT]
[FONT="]For Drive C and Drive D, Input X142, Input 2 is OFF, they both need to synchronize with Virtual Master A.[/FONT]
[FONT="]If Input X142 of D435, Input 2 is ON, they both DO NOT need to synchronize with Virtual Master A. But need to run 2…5% faster than Virtual Master A, and MUST run in Torque limitation control.[/FONT]
[FONT="]If Input X142 of D435, Input 2 is OFF, they both will need to synchronize with Virtual Master A and no need run in Torque limitation control any more.[/FONT]
[FONT="] [/FONT]
[FONT="] [/FONT]
[FONT="] [/FONT]
[FONT="]If Input X142 of D435, Input 1 is OFF,[/FONT]
[FONT="]Drive F, Drive G and Drive H (Drive Group 2) need to synchronize with Virtual Master B.[/FONT]
[FONT="] [/FONT]
[FONT="]If Input X142 of D435, Input 1 is ON,[/FONT]
[FONT="]Drive F, Drive G and Drive H (Drive Group 2 need to synchronize with Virtual Master A.[/FONT]
[FONT="] [/FONT]
[FONT="]The switching of speed (determine by Input X142, Input 1 ), between Virtual master A and B must be smooth/jerk free.[/FONT]
[FONT="] [/FONT]
[FONT="]In addition to that, Drive G and H will need to able to adjust the gearing factor (Nominator) during running.[/FONT]
[FONT="]The gearing factor will be set externally and variable value (Eg, from S7-300 PLC over profibus).
und das in FB oder MCC macht die Probleme .... Es gibt ein hin und her zwischen uns und siemens . Aber langsam und nicht praezise .
wenn das in englisch so ok ist ... ist es gut ansonsten schreibe ich alles in deutsch zusammmen
Rolf[/FONT]
[FONT="] [/FONT]
[FONT="] [/FONT]




") waren ja mehrere verschiedene Topics im SIOS.
waren ja mehrere verschiedene Topics im SIOS.
")