-> Hier kostenlos registrieren
Hallo zusammen,
ich habe eine allgemeine Frage zur Programmierung und hoffe, ihr könnt mir da weiterhelfen:
Ich möchte 2 E/A-Fehler auf dem HMI anlegen, in denen man Werte z.B. in [cm] und in [m] angeben kann und je nachdem, in welches Feld ich den Wert eingebe, soll der Wert automatisch in dem anderen Feld umgerechnet werden. Soll heißen, gebe ich den Wert in [cm] an, soll er in [m] umgerechnet werden. Ändere ich nun allerdings den Wert in dem E/A-Feld für [m], soll der Wert in dem E/A-Feld für [cm] geändert werden. Die Umrechnung an sich ist kein Problem, jedoch funktioniert es aktuell nur mit einem Feld. Weswegen es nicht funktioniert ist mir soweit klar (Reihenfolge im Programmablauf und Überschreiben der Werte etc.). Meine Frage wäre, ob es eine "einfache" Lösung dazu gibt, oder das ganze nur umständlich zu realisieren ist, bzw. überhaupt nicht? Wäre super, wenn mir dazu jemand einen Lösungsansatz geben könnte") .
.
Gruß
Spencer
ich habe eine allgemeine Frage zur Programmierung und hoffe, ihr könnt mir da weiterhelfen:
Ich möchte 2 E/A-Fehler auf dem HMI anlegen, in denen man Werte z.B. in [cm] und in [m] angeben kann und je nachdem, in welches Feld ich den Wert eingebe, soll der Wert automatisch in dem anderen Feld umgerechnet werden. Soll heißen, gebe ich den Wert in [cm] an, soll er in [m] umgerechnet werden. Ändere ich nun allerdings den Wert in dem E/A-Feld für [m], soll der Wert in dem E/A-Feld für [cm] geändert werden. Die Umrechnung an sich ist kein Problem, jedoch funktioniert es aktuell nur mit einem Feld. Weswegen es nicht funktioniert ist mir soweit klar (Reihenfolge im Programmablauf und Überschreiben der Werte etc.). Meine Frage wäre, ob es eine "einfache" Lösung dazu gibt, oder das ganze nur umständlich zu realisieren ist, bzw. überhaupt nicht? Wäre super, wenn mir dazu jemand einen Lösungsansatz geben könnte
.Gruß
Spencer


") oder mal den Tipp von Beitrag
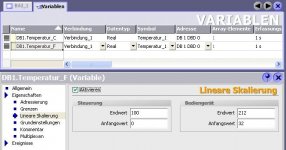
oder mal den Tipp von Beitrag  (oder kann das Basic Panel keine "lineare Skalierung"?)
(oder kann das Basic Panel keine "lineare Skalierung"?) , sehr sehr aufwendigen und umständlichen Ansatz NICHT verwenden....wobei der garnicht sooo umständlich ist.
, sehr sehr aufwendigen und umständlichen Ansatz NICHT verwenden....wobei der garnicht sooo umständlich ist.  . Habe das morgens zwischen Tür und Angel geschrieben und mich dabei in der Kategorie vertan
. Habe das morgens zwischen Tür und Angel geschrieben und mich dabei in der Kategorie vertan